Simulate every stage from preheat to solidification with a vacuum-focused CAE workflow. Reduce trial runs, material waste, and production time with reliable, data-driven simulations.
Precise radiative heat transfer with reflections and shadowing
Calculate flow, solidification, shrinkage, stress, and warping
Compatible with all vacuum casting processes and alloys
.svg)
Reduce iterations and waste by virtually validating process feasibility, cycle time, and tooling choices before production.
.svg)
Predict porosity, shrinkage cavities, tearing and warpage by modeling low-pressure filling and radiation-dominated heat transfer.

Tune gating, shell thickness, insulation, and preheat cycles in a digital twin from melt to final solidification.

The simulation strategy in PoligonSoft is based on the understanding that the causes of casting defects can be found not only in the pouring stage, but also in the preparatory operations prior to the process, as well as in the subsequent technological stages.
PoligonSoft solvers allow consecutive calculation of all technological stages of vacuum casting. The preheating of the ceramic mold, its installation in the chamber and cooling during vacuum formation, the heating of the metal within the controlled environment, the filling and cooling of the mold both under vacuum conditions and after opening the chamber.
PoligonSoft solves complex radiative heat-transfer problems, accounting for re-radiation and surface shading. This capability models thermal behavior in processes where radiation dominates the heat-transfer mechanism. The software computes view factors and surface-to-surface exchanges to determine temperature distribution throughout the casting process. The radiation solver considers emissivity variations, geometric configurations, and multiple reflections between surfaces.
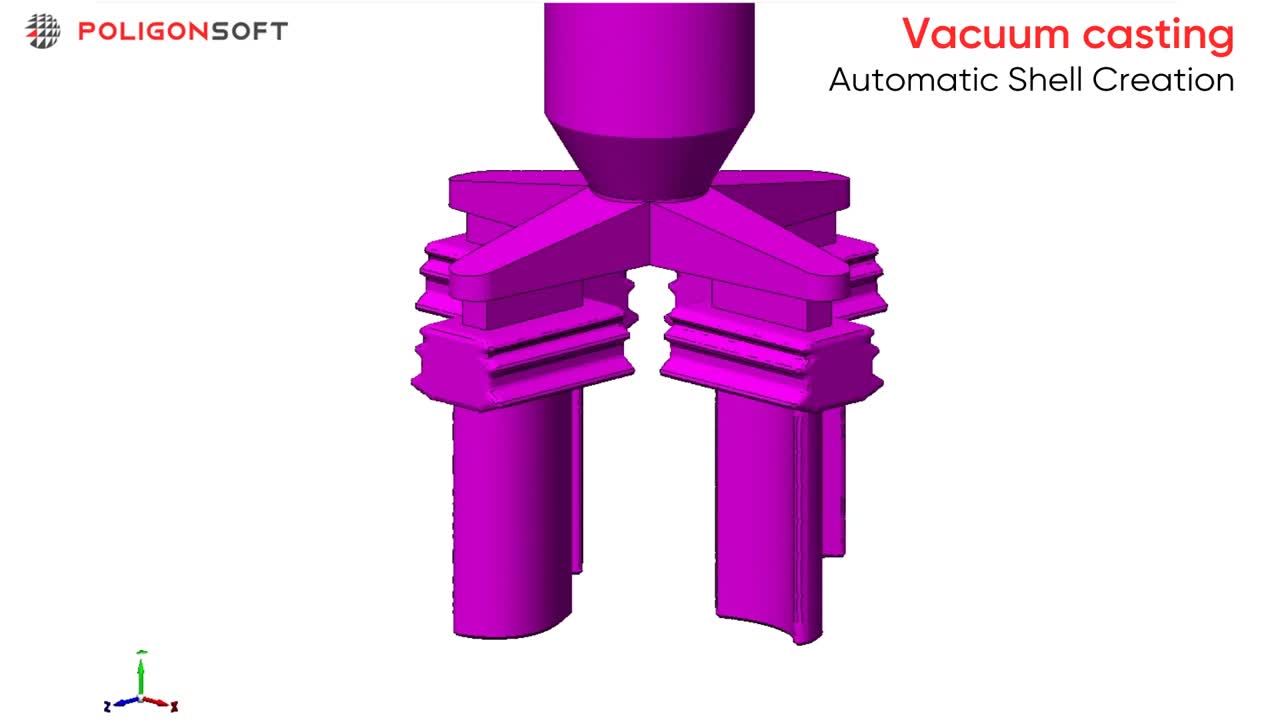
The Shell Creation algorithm generates a finite element shell mesh directly from the wax pattern surface at a user defined thickness, without prior CAD construction. The shell may represent covers, refractory coatings, or insulating layers, each with its material properties and thermal characteristics. Multiple layers with different thicknesses and properties can be created to reflect the ceramic shell build up used in investment casting. The mesh is saved in a format ready for filling and thermal analyses, removing the need for manual mesh preparation.
Shell mold preheating
Vacuum chamber loading
Heating to melt alloy
Gravity pouring
Solidification
Pressure restoration and cooling
Shell knockout
Gating and riser cutting
Load STEP/IGES, auto-heal geometry, and mesh the part, mold, and chamber domain.
Select alloy grade and thermophysical properties. Specify shell layers, thicknesses, emissivity, and the interfacial heat transfer model.
Enter melt and component preheat temperatures, vacuum profile, pouring schedule, process parameters to investigate, and analysis times.
Launch Euler Flow, Fourier Solidification, and Hooke Stress solvers in a single run on up to 24‑core multi‑threaded CPUs.
Review temperature and velocity fields, solidification dynamics, free-surface evolution, hot-spot and shrinkage-risk maps, and residual-stress fields.
Modify the design and process parameters, then re-run fast iterative simulations until targets are met.

Initial castings were examined using fluorescent penetrant inspection and radiography. Both macro and micro porosity were detected, with individual pores larger than 0.2 mm.
Due to the blade geometry, hot spots form at the blade-to-platform transition zones, and the blade’s central region shows a tendency to develop shrinkage defects.

Material: Nickel superalloy CHS70
Mold: Ceramic shell with thermal insulation
Mold Preheat: 1050 °C
Equipment: UPPF-3M
Pouring temperature: 1500 °C
Vacuum exposure: 180 s
Cooling: Air
PoligonSoft solves the coupled heat and mass transfer in the solidifying casting using the finite element method (FEM).
To run the simulation, a mesh model of the computational domain is required. In this case, the domain consists of the metal, the ceramic shell, and the thermal insulation.
The Shell Generator allows the automatic creation, without prior manual constructions, of a mesh model of the ceramic shell and the insulation layer with specified thicknesses, based on the part’s 3D model.

Shell generation steps

Thermal
insulation
Ceramic shell
Ceramic fiber insulation
Refractory
brick
Radiation shield
Vacuum furnace computational domain
A process model was formulated with the following calculation sequence:
Cooling of the empty mold from its extraction from the preheating furnace up to metal pouring.
Solidification simulation from mold filling to air ingress.
Solidification simulation from air ingress to complete solidification in open air.

Heating + Transfer + Vacuuming
Pouring + Vacuum Holding + Cooling

Mold temperature field at the start of pouring.

Casting temperature and porosity at the moment of air ingress.

Predicted porosity after cooling compared with metallographic sections of the real part.
To eliminate defects, solidification simulation in PoligonSoft was performed for several feeder sizes.
The casting is considered acceptable if the simulation predicts no porosity in the previously identified critical sections.
Increasing the feeder mass or changing only the insulation scheme of the casting block did not remove porosity in the blade.
The design was updated to add an additional vertical feeder in the problematic zone.

The capabilities of the PoligonSoft system are demonstrated by modeling directional crystal growth under vacuum in a sample block of heat-resistant nickel alloy using a liquid-metal coolant bath.

Seeds
Ceramic Shell
Bath with Liquid Metal Coolant
Lower Heater
Upper Heater
Material: Nickel alloy Inconel 625
Coolant: Aluminum (liquid metal)
Initial mold temperature: 20 °C
Pouring temperature: 1510 °C
Upper heater temperature: 1560 °C
Lower heater temperature: 1640 °C
Coolant bath temperature: 840 °C
After pouring, the casting block is lowered from the furnace hot zone toward the coolant bath. The axial thermal gradient, together with the motion profile, governs crystal growth from the oriented seed and the resulting macrostructure. Adjusting the cooling rate enables the target macrostructure.

Heat transfer to the mold is dominated by radiation from the heaters and from the liquid-metal aluminum bath. As the mold surface temperature rises, the aluminum begins to act as a coolant.
The mold will not reach a uniform temperature due to this factor; therefore, it is necessary to obtain the temperature distribution before pouring.

Mold filling occurs very quickly, in approximately 3 s. Despite the short pouring time, the molten metal temperature drops significantly upon contact with the colder seed region, by approximately 200 °C.
The calculation provides the temperature field of the metal at the end of filling.

The most complex thermal stage is the translation of the filled mold with partial immersion in the liquid-metal aluminum bath, since the boundary conditions change continuously during the calculation.
Radiative heat exchange among the moving mold, the heaters, the liquid-metal coolant, and the furnace walls also varies with time.
PoligonSoft handles these changing conditions automatically, without additional user input.

In the final stage, the Macrostructure module uses the computed temperature fields and alloy properties to calculate the resulting macrostructure.
A redesign of the casting block may be required, since the current setup does not ensure uniform mold preheat before pouring nor a uniform distribution of the two-phase zone across the sample section, which affects the resulting structure.

Practical workshops and webinars cover casting techniques, offering theoretical and applied sessions to master simulations.

Complete reference covering software interface, simulation settings, analysis tools, and practical recommendations.

Peer‑reviewed document outlines algorithms, validation data, and industrial cases supporting simulation accuracy and reliability.




.svg)
.svg)
.svg)

.svg)