Simula todas las etapas, desde el precalentamiento hasta la solidificación, con un flujo de trabajo CAE enfocado en el vacío. Reduce pruebas, desperdicio de material y tiempos de producción con simulaciones confiables basadas en datos.
Transferencia de calor por radiación con reflexiones y sombreado precisos
Calcula flujo, solidificación, contracción, tensiones y alabeo
Compatible con todos los procesos y aleaciones de fundición al vacío
.svg)
Reduzca iteraciones y desperdicio al validar la factibilidad del proceso, tiempo de ciclo y la selección del herramental antes de producción.
.svg)
Prediga porosidad, contracción, desgarro en caliente y alabeo modelando llenado a baja presión y transferencia de calor radiativo.

Ajuste sistema de alimentación y mazarotas , espesor de cáscara y aislamiento en un gemelo digital, del metal líquido a la solidificación.
La estrategia de simulación en PoligonSoft parte del entendimiento de que las causas de los defectos pueden encontrarse no solo en la etapa de vaciado, sino también en las operaciones preparatorias previas y en las etapas tecnológicas posteriores.
Los solucionadores de PoligonSoft permiten el cálculo consecutivo de todas las etapas tecnológicas de la fundición al vacío: el precalentamiento del molde cerámico, su instalación en la cámara y el enfriamiento durante la formación del vacío, el calentamiento del metal dentro del entorno controlado, el llenado y enfriamiento del molde tanto bajo vacío como después de abrir la cámara.
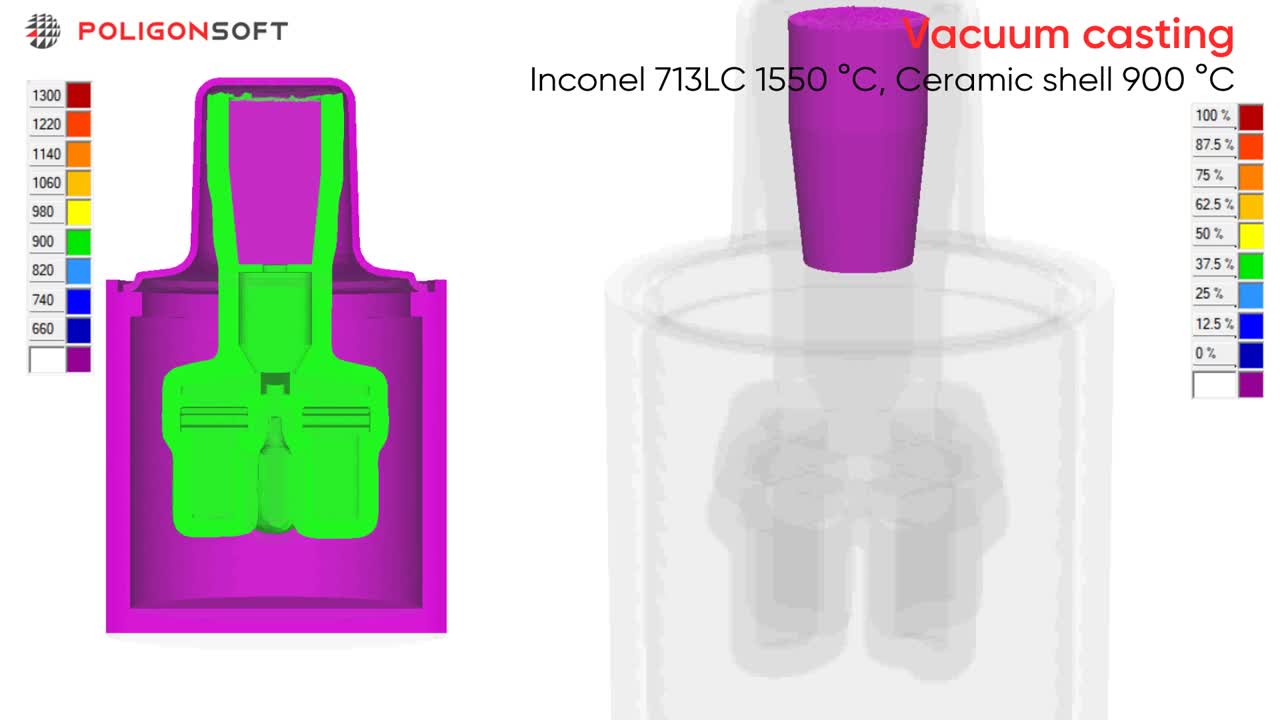
PoligonSoft resuelve problemas complejos de transferencia de calor por radiación, considerando la reemisión y el sombreado entre superficies. Esta capacidad modela el comportamiento térmico en procesos donde la radiación domina el mecanismo de transferencia de calor.
El software calcula factores de forma e intercambios radiativos superficie a superficie para determinar la distribución de temperatura a lo largo del proceso de fundición. El solucionador de radiación tiene en cuenta las variaciones de emisividad, las configuraciones geométricas y las reflexiones múltiples entre superficies.
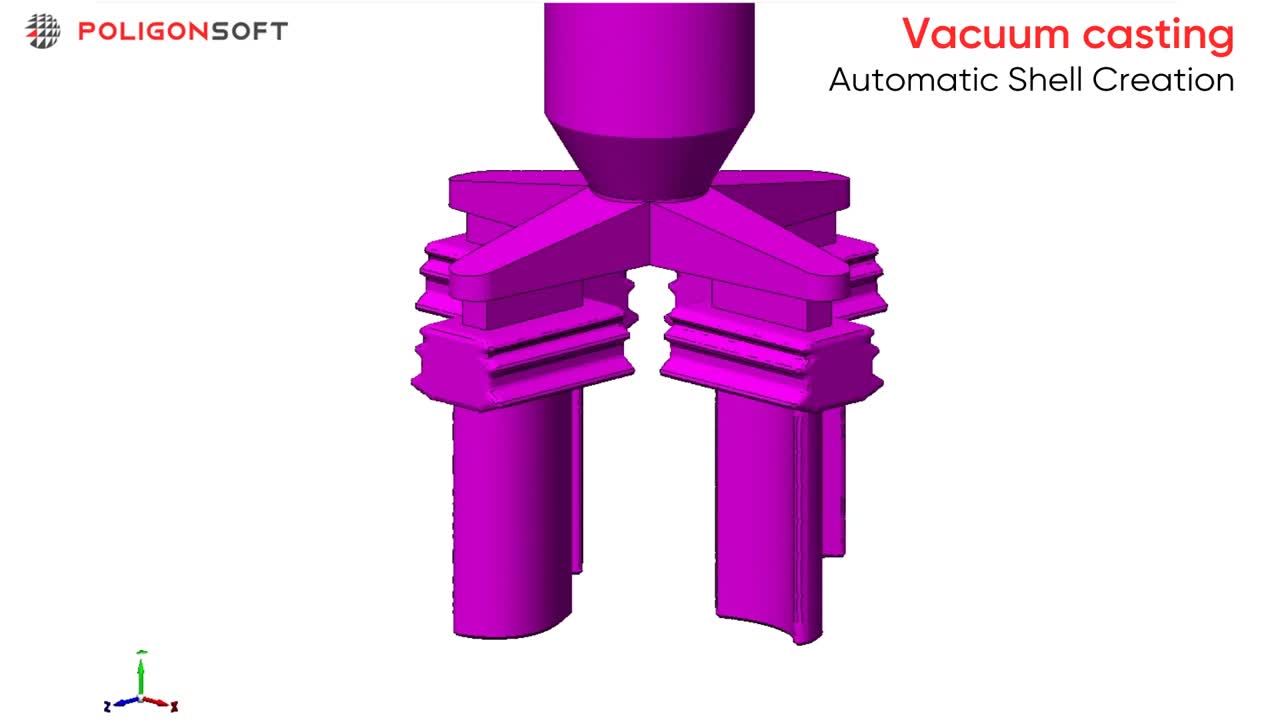
El algoritmo de creación de cáscaras genera una malla de elementos finitos tipo cáscara directamente desde la superficie del modelo de cera, con un espesor definido por el usuario y sin construcción CAD previa. La cáscara puede representar cubiertas, recubrimientos refractarios o capas aislantes, cada una con sus propiedades de material y características térmicas. Se pueden crear múltiples capas con distintos espesores y propiedades para reflejar el proceso real de conformado de la cáscara cerámica usado en la fundición a la cera perdida. La malla se guarda en un formato listo para los análisis de llenado y térmicos, eliminando la necesidad de preparación manual de la malla.
Precalentamiento del molde
Colocación en cámara de vacío
Fusión de la aleación
Colada por gravedad
Solidificación
Represurización y enfriamiento
Retiro de la cáscara
Corte del sistema de colada
Cargue STEP/IGES, corrija la geometría automáticamente y genere la malla de la pieza, el molde y el dominio de la cámara.
Seleccione el grado de aleación y las propiedades termofísicas. Especifique capas, espesores y el modelo de transferencia de calor interfacial.
Introduzca temperaturas de fusión y de precalentamiento de los componentes, parámetros de proceso a investigar y tiempos de análisis.
Inicie los solvers Euler (flujo), Fourier (solidificación) y Hooke (esfuerzos) en un solo cálculo, usando calculos multihilo de hasta 24 núcleos
Revise campos de temperatura y solidificación, mapas de puntos calientes y riesgo de contracción, deformaciones y tensiones residuales.
Modifique el diseño y los parámetros del proceso tecnológico, luego vuelva a ejecutar simulaciones iterativas rápidas hasta cumplir los objetivos.

Las primeras piezas se examinaron mediante líquidos penetrantes fluorescentes y radiografía. Se detectaron porosidades macro y micro, con poros individuales mayores de 0.2 mm.
Debido a la geometría de la pala, se forman puntos calientes en las zonas de transición pala-plataforma, y la región central de la pala muestra tendencia a desarrollar defectos de contracción.

Material: superaleación de níquel CHS70
Molde: cáscara cerámica con aislamiento térmico
Precalentamiento del molde: 1050 °C
Equipo: UPPF-3M
Temperatura de vertido: 1500 °C
Exposición al vacío: 180 s
Enfriamiento: Ambiente
PoligonSoft resuelve la transferencia acoplada de calor y masa durante la solidificación de la pieza de fundición mediante el método de elementos finitos (MEF).
Para ejecutar la simulación, se requiere un modelo de malla del área de modelado. En este caso, el área de modelado incluye el metal, la cáscara cerámica y el aislamiento térmico.
El Generador de Cáscara permite la creación automática, sin construcciones manuales previas, de un modelo mallado de la cáscara cerámica y de la capa de aislamiento con espesores especificados, a partir del modelo 3D de la pieza.

Pasos de generación de cáscara.

Aislamiento térmico
Cáscara cerámica
Asbesto
Ladrillo refractario
Pantalla de radiación
Área de modelado del horno de vacío
Se formuló un modelo del proceso tecnológico con la siguiente secuencia de cálculo:
Cálculo del enfriamiento del molde desde su extracción del horno de precalentamiento hasta el vertido del metal.
Modelado de la solidificación desde el llenado del molde hasta la admisión de aire.
Modelado de la solidificación desde la admisión de aire hasta la solidificación completa al aire en el taller.

Calentamiento + Traslado + Vacuado
Colada + Retención + Enfriamiento

Campo de temperatura del molde al inicio del vertido.

Temperatura de la pieza y contracción en el momento de la admisión de aire.

Contracción prevista tras el enfriamiento comparada con secciones metalográficas de la pieza real.
Para eliminar los defectos, se realizaron simulaciones de solidificación en PoligonSoft con varias dimensiones de mazarota.
La pieza se considera aceptable si la simulación no predice contracción en las secciones críticas previamente identificadas.
Incrementar la masa de la mazarota o modificar solo el esquema de aislamiento del conjunto de alimentación no eliminó la contracción en la pala.
Se actualizó el diseño para añadir una mazarota vertical adicional en la zona problemática.

Las capacidades del sistema PoligonSoft se demuestran modelando el crecimiento cristalino direccional bajo vacío en un bloque de muestra de superaleación de níquel, utilizando un baño de refrigerante de metal líquido.

Semillas
Cáscara cerámica
Baño con refrigerante de metal líquido
Calentador inferior
Calentador superior
Material: Níquel Inconel 625
Refrigerante: Aluminio (metal líquido)
Temperatura inicial del molde: 20 °C
Temperatura de vertido: 1510 °C
Calentador superior: 1560 °C
Calentador inferior: 1640 °C
Baño refrigerante: 840 °C
Tras el vertido, el bloque de fundición se desciende desde la zona caliente del horno hacia el baño refrigerante. El gradiente térmico axial, junto con el perfil de movimiento, gobierna el crecimiento cristalino desde la semilla orientada y la macroestructura resultante. Ajustar la velocidad de enfriamiento permite alcanzar la macroestructura objetivo.

La transferencia de calor hacia el molde está dominada por la radiación de los calentadores y del baño de aluminio líquido. A medida que aumenta la temperatura de la superficie del molde, el aluminio empieza a actuar como refrigerante.
El molde no alcanzará una temperatura uniforme, por lo que es necesario obtener la distribución de temperaturas antes del vertido.

El llenado del molde ocurre muy rápido, en aproximadamente 3 s. A pesar del corto tiempo de vertido, la temperatura del metal líquido desciende significativamente al contacto con la región más fría de la semilla, en aproximadamente 200 °C.
El cálculo proporciona el campo de temperaturas del metal al final del llenado.

La etapa térmica más compleja es el traslado del molde lleno con inmersión parcial en el baño de aluminio líquido, ya que las condiciones de contorno cambian de forma continua durante el cálculo.
El intercambio de calor entre el molde en movimiento, los calentadores, el refrigerante de metal líquido y las paredes del horno también varía con el tiempo.
PoligonSoft gestiona estas condiciones cambiantes de forma automática, sin intervención adicional del usuario.

En la etapa final, el módulo Macroestructura utiliza los campos de temperatura calculados y las propiedades de la aleación para determinar la macroestructura resultante.
Puede ser necesario rediseñar el bloque de fundición, ya que la configuración actual no asegura un precalentamiento uniforme del molde antes del vertido ni una distribución uniforme de la zona bifásica a través de la sección de la muestra, lo que afecta la estructura resultante.

Talleres prácticos y seminarios web que abordan técnicas de fundición con sesiones teóricas y aplicadas para dominar la simulación.

Referencia completa que cubre la interfaz del software, parámetros de simulación, herramientas de análisis y recomendaciones de uso.

Documentos revisados por pares que exponen algoritmos, datos de validación y casos industriales que avalan la precisión de la simulación.




.svg)
.svg)
.svg)

.svg)